12 Sep 2023
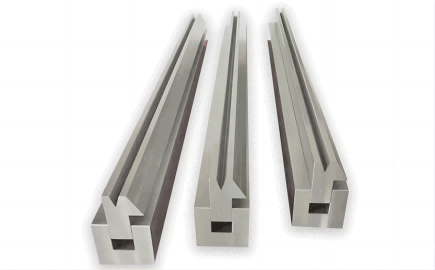
Materiales de plegadora
Cuál es el presiona el freno molde hecho de?Hay muchos tipos de materiales disponibles para la fabricación. presiona el freno herramientas, incluidos acero, materiales de aleación, materiales poliméricos, etc.En la actualidad, el acero es el material más utilizado para producir presiona el freno moldes, incluidos acero T8, acero T10, 42CrMo, Cr12MoV, etc.42CrMo es un acero de aleación de alta resistencia que exhibe alta resistencia y tenacidad después del templado y revenido.Puede funcionar a bajas temperaturas de hasta -500 ° C y es conocido por su alta resistencia, tenacidad y resistencia al desgaste.Los materiales comúnmente utilizados para presiona el freno Los moldes se pueden dividir en ocho categorías.1. Acero para herramientas al carbonoLos aceros para herramientas al carbono T8A y T10A se utilizan a menudo en la fabricación de presiona el freno moldes debido a su excelente maquinabilidad y rentabilidad.Sin embargo, estos materiales tienen poca templabilidad y dureza al rojo, y se produce una deformación significativa durante el tratamiento térmico. Además, su capacidad de carga es relativamente baja.2. Acero para herramientas de baja aleaciónAgregar una cantidad adecuada de elementos de aleación al acero para herramientas al carbono produce acero para herramientas de baja aleación, lo que reduce la tendencia a la deformación y al agrietamiento durante el enfriamiento y mejora la templabilidad y la resistencia al desgaste del acero.Algunos aceros de baja aleación comúnmente utilizados en la producción de presiona el freno Los moldes incluyen CrWMn, 9Mn2V, 7CrSiMnMoV y 6CrNiSiMnMoV.3. Acero para herramientas con alto contenido de carbono y cromoEl acero para herramientas con alto contenido de carbono y cromo es famoso por su excelente templabilidad, tenacidad y resistencia al desgaste.Durante el tratamiento térmico, la deformación es mínima, lo que lo convierte en un acero de alta resistencia al desgaste con una capacidad de carga superada solo por el acero de alta velocidad.Sin embargo, debido a la obvia segregación de los carburos, se requieren recalcados y estirados repetidos (recalcado axial y estirado radial) para reducir las irregularidades de los carburos y mejorar su rendimiento.Algunos aceros para herramientas comunes con alto contenido de carbono y cromo incluyen Cr12, Cr12MoV y Cr12MoV1.4. Acero para herramientas con alto contenido de carbono y cromo medio.Acero para herramientas con alto contenido de carbono y medio cromo utilizado para presiona el freno Los moldes incluyen Cr4W2MoV, Cr6W, Cr5MoV, etc.Estos materiales tienen bajo contenido de cromo, menos carburos eutécticos, distribución uniforme de carburos, deformación mínima por tratamiento térmico, buena templabilidad y tamaño estable.En comparación con el acero con alto contenido de carbono y el acero con alto contenido de cromo con una evidente segregación de carburo, estos materiales tienen propiedades mejoradas.5. Acero de alta velocidadEl acero de alta velocidad se utiliza comúnmente en la producción de presiona el freno Moldes debido a su alta dureza, resistencia al desgaste y resistencia a la compresión. También tiene una gran capacidad de carga.Los más utilizados son W18Cr4V, W6Mo5 y Cr4V2 para reducir el tungsteno, así como aceros rápidos 6W6Mo5 y Cr4v desarrollados para mejorar la tenacidad.Para mejorar la distribución de los carburos, también es necesario forjar acero rápido.6. Acero de cimentaciónEl acero básico se produce agregando una pequeña cantidad de otros elementos al acero rápido y ajustando su contenido de carbono para mejorar su rendimiento.En comparación con el acero rápido, esto puede mejorar el rendimiento, como una mayor resistencia al desgaste y dureza, así como una mejor resistencia a la fatiga y tenacidad.Es un acero para troqueles de flexión de alta resistencia y tenacidad, que es más rentable que el acero de alta velocidad.Los aceros básicos comúnmente utilizados para presiona el freno Los moldes incluyen 6Cr4W3Mo2VNb, 7Cr7Mo2V2Si, 5Cr4Mo3SiMnVAL, etc.7. Aleación dura y aleación dura unida con acero.La aleación dura tiene la mayor dureza y resistencia al desgaste al doblar acero para troqueles, pero su resistencia y tenacidad durante el doblado son pobres.El cobalto de tungsteno se utiliza como aleación dura en presiona el freno moldes.Para doblar moldes que requieren bajo impacto y alta resistencia al desgaste, se pueden seleccionar aleaciones duras con bajo contenido de cobalto. Para moldes de alto impacto, se pueden utilizar aleaciones duras con alto contenido de cobalto.La aleación dura unida con acero se fabrica mediante pulvimetalurgia utilizando polvo de hierro y una pequeña cantidad de polvo de elemento de aleación (como cromo, molibdeno, tungsteno, vanadio, etc.) como aglutinante, carburo de titanio o carburo de tungsteno como fase dura.La matriz de la aleación dura unida con acero es acero, lo que resuelve los problemas de mala tenacidad y procesamiento difícil de la aleación dura.Este material se puede cortar, soldar, forjar y tratar térmicamente. Las aleaciones duras unidas con acero contienen muchos carburos, con menor dureza y resistencia al desgaste que las aleaciones duras, pero aún mayores que otros grados de acero.Después del temple y revenido, su dureza puede alcanzar 68-73 HRC.8. Nuevos materialesEl material utilizado para la presiona el freno El molde es un acero para moldes que se trabaja en frío y sus principales requisitos de rendimiento son resistencia, tenacidad y resistencia al desgaste.En la actualidad, la tendencia de desarrollo de presiona el freno El acero para moldes tiene principalmente dos direcciones, ambas centradas alrededor del acero de alta aleación D2 (Cr12MoV).(1) Mejorar la tenacidad de los moldes de flexión, incluida la reducción del contenido de carbono y el contenido de elementos de aleación, y mejorar la uniformidad de la distribución de carburo en el acero. Ejemplos enesta dirección incluye 8CrMo2V2Si y Cr8Mo2SiV.(2) Mejorar la resistencia al desgaste de presiona el freno moldea y se adapta a la producción en masa, automatizada y de alta velocidad de acero en polvo de alta velocidad. Un ejemplo de esta dirección es el 320CrVMo13.
APRENDE MÁS















 Soporta red IPv6
Soporta red IPv6















