
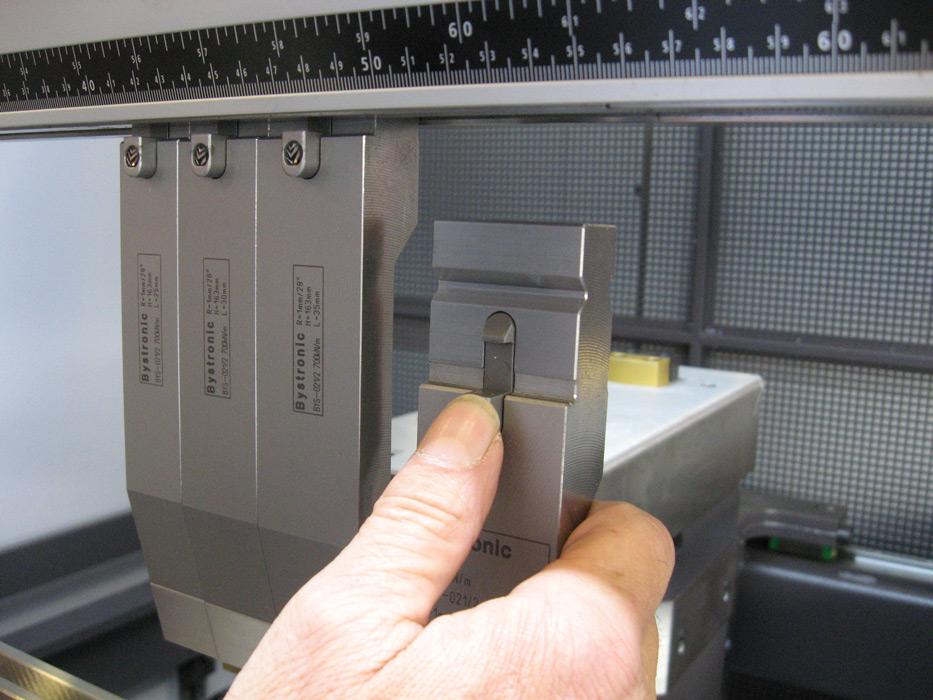
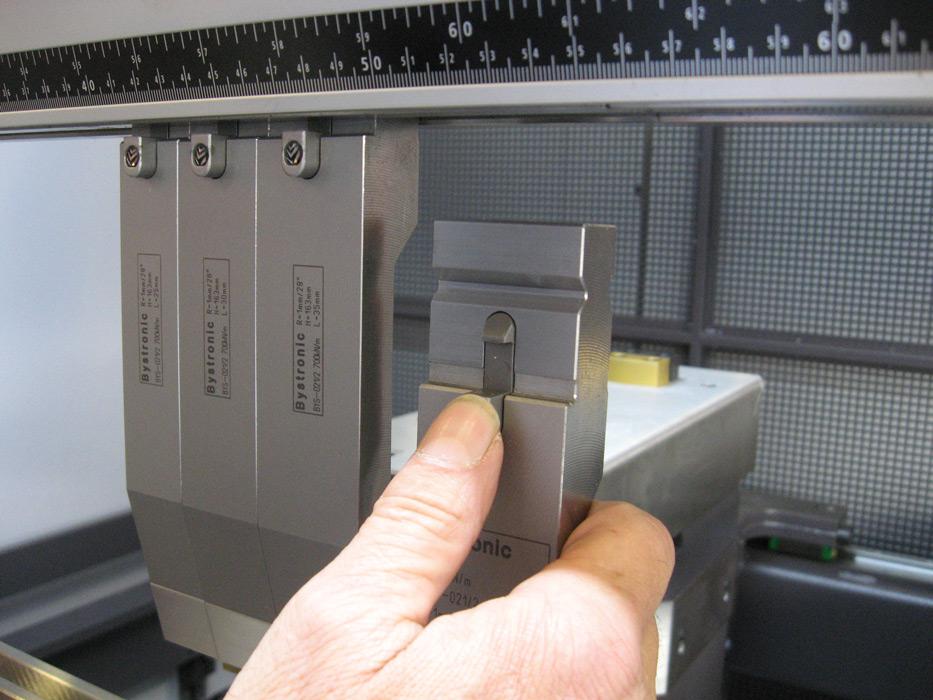
Instalación autoportante. Debería poder cargar las herramientas con el ariete levantado. El sistema de sujeción de herramientas debe mantener múltiples piezas en su lugar hasta que se aplique la presión de sujeción (ver Figura 2).
Autoasiento. A medida que se aplica presión de sujeción, los punzones se levantan mecánicamente hasta su posición. Esto elimina la necesidad de introducir el punzón en el troquel durante la instalación.
Carga frontal. Debería poder instalar herramientas desde la parte frontal de la máquina. Esto acorta el tiempo de configuración porque ya no necesita perder tiempo deslizando herramientas desde el extremo de la plegadora. En la mayoría de los casos, la carga frontal también elimina la necesidad de carretillas elevadoras y puentes grúa.
Tamaños estándar. Las herramientas de altura común pueden reducir la necesidad de ajustes de la máquina al cambiar de trabajo. Los brazos de soporte delanteros, las alturas del tope trasero y los dispositivos de seguridad permanecen en una posición común. Y como las herramientas se fabrican a la misma altura, puede agregar piezas disponibles en el mercado y asegurarse de que coincidan con sus herramientas existentes.
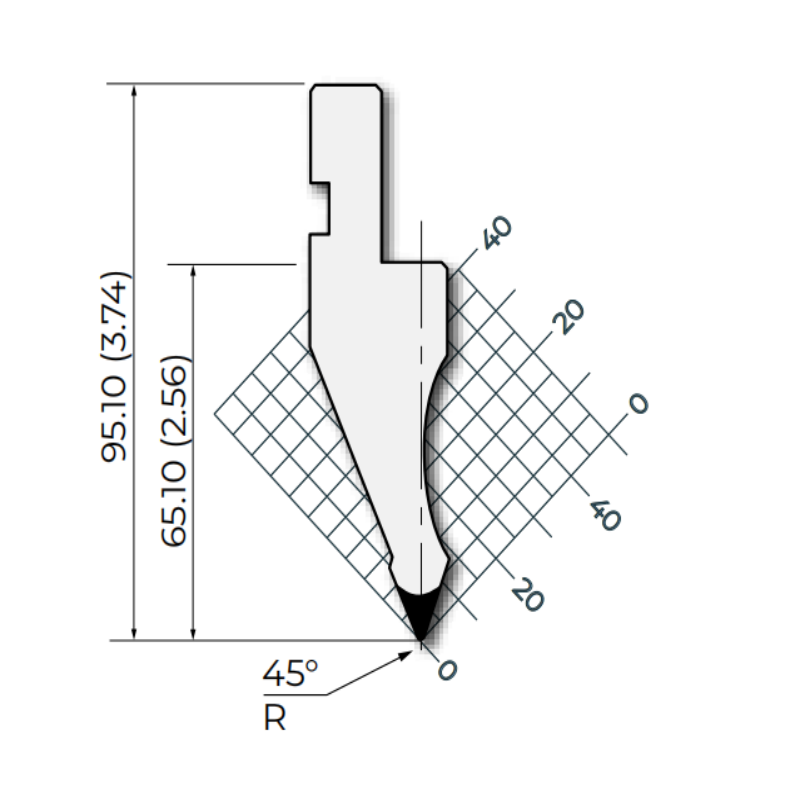
Muchas herramientas plegadoras de alta calidad se fabrican según estándares métricos. Entonces, un tamaño nominal de 0,250 pulgadas. La abertura en V es en realidad de 6 mm o 0,236 pulgadas. Además, las curvaturas de la chapa metálica tienen radios de esquina ligeramente elípticos, por lo que sólo hay que acercarse para hacerlo correctamente. Para simplificar, las dimensiones imperiales están redondeadas en este artículo.
Tenga en cuenta que la discusión que sigue se centra en la flexión del aire, y por una buena razón. La tendencia es abandonar el tocar fondo o acuñar y adoptar la curvatura por aire siempre que sea posible. Sin embargo, tenga en cuenta que no todas las piezas se pueden producir utilizando las técnicas clásicas de curvado por aire.
Los operadores de toda la industria utilizan herramientas muy diferentes para fabricar piezas de calidad similar o idéntica. Muchos operadores fabrican piezas aceptables con herramientas incorrectas porque no tienen acceso a las herramientas correctas. Lo hacen funcionar; pero “hacer que funcione” no es eficiente ni repetible, y puede obstaculizar seriamente el flujo de trabajo. Las mejores prácticas en la selección de herramientas realmente deberían tener un objetivo elegantemente simple: lograr piezas de la mejor calidad en el menor tiempo posible.







 Soporta red IPv6
Soporta red IPv6
















{kind=link}